



版权所有,未经允许禁止转载 苏作登字-2020-A-00280201
端子压着质量管理装置
说明资料

目录:
一、CFM简述;
二、CFM的作用和不良检出项目;
三、CFM的原理以及波形曲线的认识;
四、CFM公差估算方法;
五、常见CFM误判原因;
六、与端子机的联动;
一、CFM简述:
CFM为英文 Crimp Force Monitor 的缩写,也就是我们通常所说的端子压着管理装置。它是一种监控设备装置,配备高灵敏度压电(压力)传感器,使用学习采集样本加以合理公差,对生产过程中的样本进行比对判定;CFM不是测量设备,因此它对压力绝对值没有特别要求;但是对端子压接过程中产生压力的稳定性要求很高,因为这将直接决定不良品判断的可靠性。
二、CFM的作用和不良检出项目:
1. CFM主要是用来实时监控端子压接过程中的压力变化,从而检出压接产生的不良品。
2. 不良检出项目(与电线、端子型号有直接关系):
◎100%检出 ○一般性检出 △检出困难
◎ | 芯线切断 | |
◎ | 没有打上端子 | |
◎ | 电线没有剥皮 | |
○ | 断芯线(7 根中断1 根) | |
○ | 浅打(1mm) | |
○ | 深打(1mm) | |
○ | 芯线翘出(7 根中翘出2 根) | |
△ | 芯线翘出后又重叠到芯线压脚上 | |
△ | 绝缘皮压脚的外折、内折 |
三、CFM的原理和波形的识别:
1. CFM是实时对比进行不良判定的
学习模式:
采集端子样本压接的压力变化,并根据压接时间的推移,绘制成压力变化曲线图,将其储存为基准曲线。
工作模式:
实时采集生产过程中端子压接的压力曲线,并与基准形曲线进行比对,当发现工作波形曲线在某部位的差异超过公差设定值时,CFM 将发出不良警告,并可以采取联动停机。
2. CFM曲线波形的认识:
■ 端子压接过程和压力对应关系:
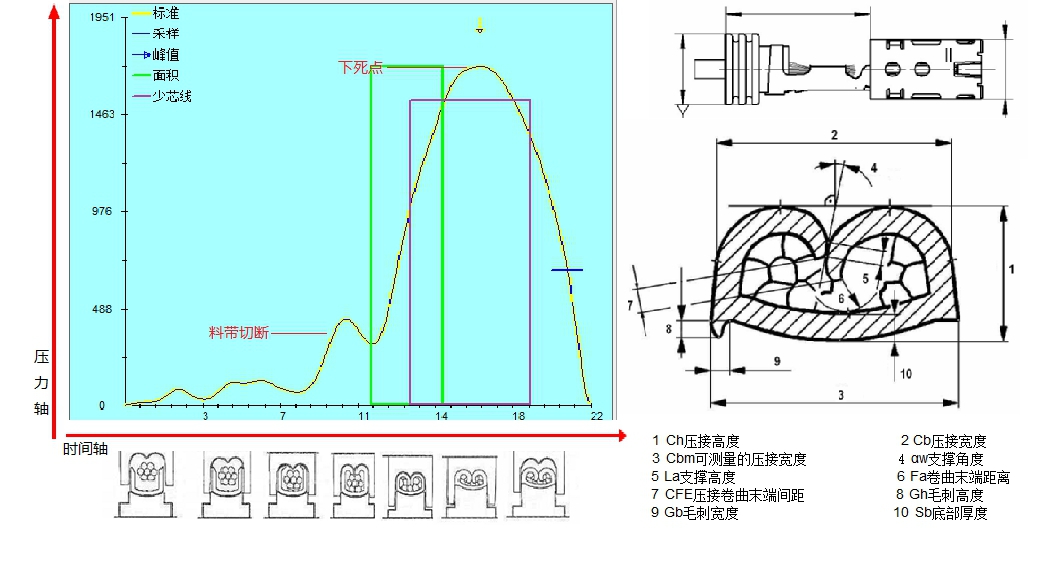
端子压接时,从上刀接触端子开始,到下死点(压接完成),然后刀片抬起,压力释放,这个过程中压力是不断变化的,上图是时间轴与压力曲线变化的对应关系。
■ 曲线波形区域的划分:
CFM 的压力波形我们主要提取面积范围、波峰值、缺芯线三个重要部分
 ①面积范围:根据压接时间与曲线变化图的关系,下图明亮区域部分(约波峰值压力90%之前的部分),并没有开始压紧芯线,其压力主要来源于刀片卷曲端子,以及铆合绝缘层所产生。CFM将此区域单独划分出来分析,并判定端子不良以及绝缘层压接不良等项目。
①面积范围:根据压接时间与曲线变化图的关系,下图明亮区域部分(约波峰值压力90%之前的部分),并没有开始压紧芯线,其压力主要来源于刀片卷曲端子,以及铆合绝缘层所产生。CFM将此区域单独划分出来分析,并判定端子不良以及绝缘层压接不良等项目。

②波峰值:波形压力曲线最大点(也称为下死点),
此点是端子压接最紧的时候(决定了端子压接高度、
拉力),此时的压力主要来源于压紧芯线时产生。
同时此点的压力大小也能反映出端子压接高度的变
化,CFM将此点压力划分出来分析,用以判定芯线
和压接高度变化产生的不良项目。
③缺芯线(也称为SC判定):只是为了能够对芯线切断和芯线翘出作为比较高的判定用途和附件参数。将判定范围内的基准波形和工作波形之间的差值的合计值,相对于基准波形(判定范围内)所含面积的百分比作为波形偏移量的值。此值主要用于衡量两个波形的重合度,以排除因波形变形导致的面积和峰值判定失误。

四、CFM公差估算方法:
端子不良压接时的曲线压力波形变化量,除受到不良本身产生影响外,还受到设备、模具、原材料、甚至作业手法的影响,因此公差设定只能估算或参考CFM内置公差,具体需要根据现场实际情况进行调整。
1. 波峰值的估算:
波峰值主要反映芯线变化和压接高度变化,当发生芯线不良(通常为缺芯线),是由于芯线面积发生变化,造成下死点压力值变化。因此可以通过芯线增减量占总面积的百分比来估算公差的大致范围。
■ 波峰值估算示例:

端子截面积为:0.4mm2
芯线导体截面积为:0.5mm2
单根导体截面积:0.0714mm2
少一根芯线(导体)的变化量为:0.0714/(0.4+0.5)=8%
如果此时端子机和模具自身的精度范围是±2.5%,那么波峰值的公差范围是8%-2.5%=5.5%,同时为了避免人为因素操作误差以及原材的误差影响最终判定,建议在此基础上将公差再减小10%~20%,即设定为5.5%*80%=4.4%
温馨提示:①由于端子和芯线材质不一样,所以压缩强度也不一样,计算的时候需要计算材料的强度比例。
②如果端子未压紧(未到下死点),芯线(导体)并未受力压缩,那么缺芯线对总压力影响会减弱,甚至吴影响。
③如果芯线的变化量已小于端子机和模具自身的精度范围,那么需要设法提高此精度范围。
2. 面积范围的估算:
方法与波峰值估算类似,需要注意以下事项:
①面积区域同时受到端子刀片卷曲力和绝缘层收缩压力的影响,而绝缘层根据材质不同,强度的变化非常大。
②若绝缘层混入芯线(导体)压接部分,则可能因绝缘层在高压下的润滑作用,反而导致整体压力下降。
③各类型号端子对绝缘层的压接要求不同,有的厂商只要求端子接触到绝缘层即可,这样就直接导致了绝缘层承受的压力比例有很大不同。所以面积范围的公差应结合实际数据来确定适合的公差。
五、常见的CFM误判原因:
1.良品压接时压力的稳定性对不良品判定的影响:
因为CFM压力管理装置是通过实时压接的曲线波形,与基准波形进行比对来检测压力的异常,所以必须保证加工条件和加工设备的稳定性,才能有效防止生产过程中的误报情况。
2.有些肉眼看不到的不良情况被压力管理装置检测出来,由于外观上看不出明显不良而将其归纳为误报情况也很多,如端子内部裂痕,芯线(导体)压偏(不在端子中心)等。

如上图,峰值和面积等数值的履历经过图形化来看,安定的设备和误报频繁发生的设备,主要区别在于有一方的数据是重叠的。为了防止不良品流出,在记录文件和监视软件项目中对不良品、良品的数据进行分析,并请注意以下事项:
①公差的设定必须严密(不能为了避免报警刻意放大公差,导致不良流出)
②不能轻视报警判定后的目视检查
如上所述导致良品的数据不稳定的典型案例如下:
■ 端子和电线的平衡性
对于电线合端子的平衡性、虽然通常推荐下压缩率为15%~20%,但现实中由于端子和电线的组合问题,达不到这种平衡性的情况很多,再加上机器的磨损和端子机状态欠佳,很容易产生下图红色箭头标示肉眼看不到的不良现象,而通过CFM管理装置是有可能检测出来的。
Criteria 1 | Criteria 2 | Criteria 3 | Criteria 4 | Criteria 5 | Criteria 6 | Criteria 7 |
Open wings with conductor exposed or folded down into core | No strand compaction | One or both wing (grip) details do not capture strands | Terminal stock cracked / broken | One or both wings folded back | Burring wings | Both wing touching the bottom of terminal. |
|
|
|
|
|
|
|








■ 刀口、端子、电线的位置
如果端子机的加压力不能垂直施压的
话就不能充分发挥所有的压接力量,
由于面积和缺芯线是从加压开始一直
到压力峰值(下死点)整个过程的监
控,因此上刀口、电线、下刀口三者
在一条垂直线是稳定压接的必要条件。
即使数据波动较大,肉眼看上去觉得
没什么问题,认为是良品,其实有可
端子机、模具、刀片等部件、间隙已经在加速磨
损,从而造成前面所述肉眼看不到不良流出。
■ 端子机、模具的维修
下图是常见模具以及底板,在图中标示出了对CFM数据稳定性造成影响的调整位置,对这些点进行严格的管理可以做到事前防止问题发生的预防性维修的效果。


六、压力管理装置设有I/O端口,通过I/O控制线与端子机设备报警信号相接,当出现不良品判定报警时,使设备停止运行。



